- Техника
- Тесты
- Рынок
- Сообщество
- Ремзона
- Спорт
- Копилка
Резьба по «Уралу»
26 августа 2015
Часть V. Сборка ЦПГ.
Казалось бы, что еще непознанного осталось в сборке цилиндро-поршневой группы? С одной стороны, ничего, но предела совершенству, к которому мы стремимся, нет, а значит, попотеть придется и здесь.

Выпуск:
Журнал «МОТО» - август 2015
Автор:
Дмитрий ФЕДОТОВ, фото автора
Теги:
Просмотры:
17277
Поделиться с друзьями:
Обычно при сборке мотора механики не заморачиваются с выставлением допусков и зазоров, а также выравниванием масс: все работает и так, а эффект от вышеописанных процедур не всегда осязаем. Но нам спешить некуда, поэтому и к процессу подойдем сверх требований мануала.
Залог ровной работы двигателя — равные массы движущихся деталей КШМ, поэтому шатуны взвесили еще перед установкой коленвала, зафиксировав его на ровном столе (фото 1). Разница масс абсолютно одинаковых с виду деталей превысила 10 грамм, поэтому более тяжелый шатун немного «подстригли» шлифовальным диском. На первый взгляд ничего сложного, но важно выбрать лишнее, не снимая при этом «мясо» и не ослабляя особенно нагруженные части. Вдобавок «обезжиривать» шатун имеет смысл лишь до середины его узкой части шатуна, крепящаяся к валу часть на дисбаланс влияет куда меньше. Сняв порядка четырех грамм, останавливаемся: дальше пилить рискованно, оставшуюся разницу выберем за счет других деталей.
Удивительно, но кованые поршни, купленные в магазине «Пламен», оказались до звона идентичными как по размеру, так и по массе, а вот поршневые пальцы различались значительно — на несколько грамм. Ими-то и выберем оставшийся дисбаланс. Вдобавок нужно помнить, что на группы делятся не только картеры и шестерни ГРМ, но и отверстия в шатунах и поршневые пальцы, как правило, маркируемые тем или иным цветом (фото 2). В нашем случае красные метки, стоявшие на шатунах, без проблем позволили подыскать подходящие «красные» пальцы, заходившие в отверстия поршней и шатунов не слишком туго, но и без намека на люфт (фото 3). Забудьте о дедовских привычках греть поршни в кипятке перед установкой пальцев. Правильно подобранные пальцы входят в современные кованые поршни от руки, но не должны выпадать под собственным весом. Такая же посадка должна быть в сопряжении пальца со втулкой верхней головки шатуна.

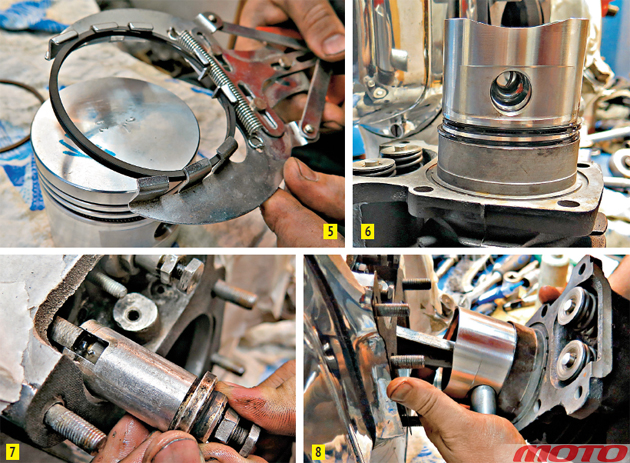
Подобранные комплекты деталей помечаем, чтобы не перепутать, и переходим к установке колец. Никаких импортных брендов: как показывает практика, вазовские кольца ходят не хуже, поэтому и выбор останавливаем на них. Главное — обеспечить правильный тепловой зазор. У новых колец он должен составлять 0,25-0,45 мм, а замерить его можно обычным щупом, предварительно установив кольцо в цилиндре и выровняв его поршнем (фото 4). В нашем случае зазор в замке оказался 0,50 мм: это связано с тем, что при расточке мы сделали зазор между поршнем и цилиндром на две сотки больше, чем обычно. Ничего не поделаешь, разница невелика (в эксплуатации допустимым считается 0,6 мм). Теперь специальными щипцами (фото 5) надеваем кольца на поршни (при определенном навыке можно обойтись пальцами), второе компрессионное кольцо располагаем выточкой вниз (надписью TOP — если такая есть — к верхнему кольцу) и разводим замки колец на 120 градусов друг относительно друга. Предварительно смазав поршни моторным маслом, устанавливаем их в цилиндры до отверстий под пальцы — так удобнее, если нет разъемной оправки для обжима колец на поршне (для его установки в цилиндр).

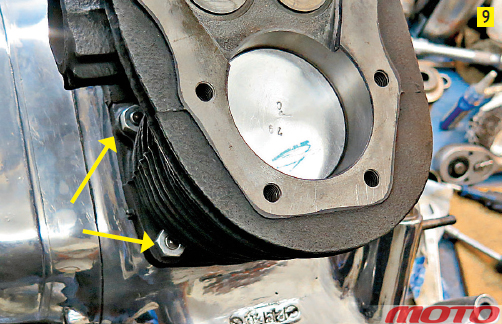
Стандартные цилиндры у основания имеют фаску, помогающую сжимать кольца, но в результате расточки ее почти не осталось, поэтому компрессионные кольца нужно сжимать руками, одновременно проталкивая поршень (фото 6). Можно изготовить оправку из полосы металла или купить фирменную. Подготовив оба цилиндра к установке, беремся за прокладки. В продаже они есть, но китайские мастера, в глаза не видевшие ирбитского мотора, порой ошибаются с разлетом отверстий или формой, поэтому перед установкой прокладки под цилиндры нужно доработать: в нашем случае перенести несколько отверстий. Теперь, предварительно смазав поршневые пальцы и вставив смазанные же толкатели (фото 7), можно устанавливать цилиндры, пальцы и стопорные кольца (фото 8). Гайки цилиндров затягиваем крест-накрест с усилием 55-60 Н·м (фото 9).
Прокручиваем мотор трещоткой, надетой на вкрученный в коленчатый вал болт, и регулируем зазоры в клапанах: для нового мотора выпускной — 0,15 мм, впускной — 0,10 мм. После обкатки крепление цилиндров протянется и зазор можно будет уменьшить до 0,1 мм. Далее устанавливаем головки блока. Архаичные болты с квадратными шляпками можно заменить современными шестигранниками, но мы решили сохранить аутентичную «фишку», оставив их нарочитую ржавчину контрастировать с блеском отполированных головок. Их также затягиваем динамометрическиим ключом крест-накрест, с усилием 45-50 Н·м.
Двигатель почти готов, осталось установить генератор, зажигание, карбюраторы и главное — отбалансированный маховик со сцеплением, о которых мы расскажем в следующих номерах.
Продолжение следует...
Материалы по теме:
12.11.2023
2. Ducati выпустит половину мотора - Superquadro Mono
24.01.2023
4. Мотоциклы «Урал» обновили к новому сезону (+видео)
12.01.2023
5. «Урал» не сдаётся! (+видео)
13.12.2022
6. Спасите Ирбитский мотомузей!
02.08.2022
10. "Урал" — легендарный "колясыч" из... Казахстана?
01.06.2022
12. V4, 1200 куб. см и 154 "лошади": новый мотор Benda
21.04.2022
13. Мотоциклы "Урал" меняют прописку?
Оставить комментарий
Для добавления комментария требуется зарегистрироваться или авторизоваться на сайте .
↑ Наверх
